Advantages:-
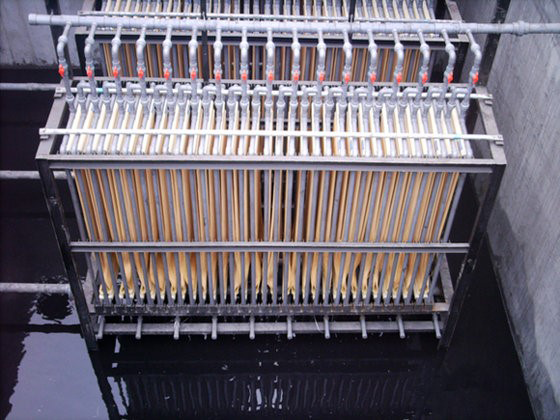
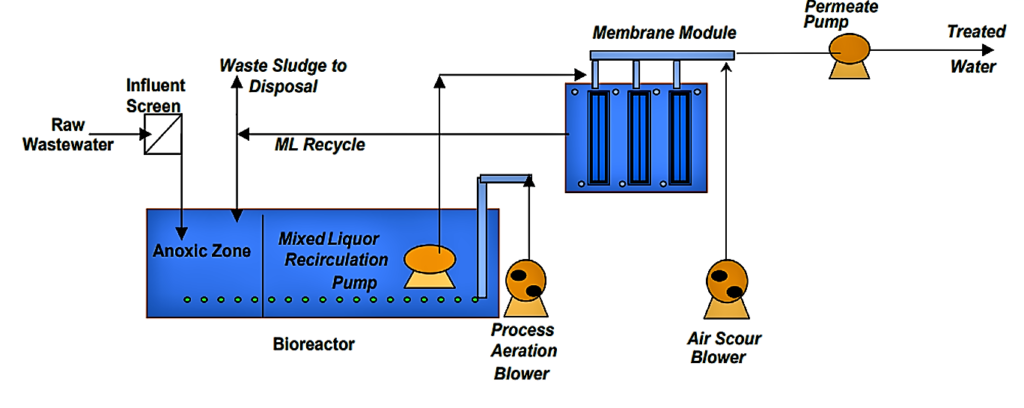
The membrane has an immense number of minuscule pores delivering stable and high water permeability with minimal clogging and higher permeated water quality. Modular MBR Advantages The membranes are submerged directly within the bioreactor. It is typically operated in a considerably different range of parameters for the mean cell resident time and substrate utilization rate than conventional activated sludge processes. As a result, the Pure Aqua Modular MBR offers several benefits over the conventional activated sludge process.